

Maschinenausfälle in der Zellstoff-, Papier-, Folien- und Textilindustrie sind teuer. Um die Ausfallzeiten zu minimieren und eine dauerhaft hohe Produktqualität sicher zu stellen, kommen Sensoren zum Einsatz. Damit es nicht zu Schäden an der Papierbahn bzw. Folienbahn oder an der Maschine kommt, müssen verschiedene Parameter überwacht werden. Hierzu zählen u.a. die Positionserfassung, die kontinuierliche Prüfung des Wickeldurchmessers der Rolle sowie die gleichmäßige, automatische Auf- bzw. Abwicklung von Rollenmaterial.
Das Auf-/Abwickeln und umrollen geschieht mit hohen Geschwindigkeiten. Traditionelle Messsysteme mit Messwalzen oder Laufrädern geraten hier verschleißbedingt schnell an ihre Grenzen. Triangulationssensoren (Punktlaser) oder 2D-Laserscanner messen berührungslos, material- und oberflächenunabhängig, mit konstanter Präzision bei allen Geschwindigkeiten und hoher Lebensdauer.
Laser-Distanzsensoren in der
Papierindustrie
In der Papier- und Folienindustrie spielen die folgenden Fragen eine wichtige Rolle:
- Welchen Wickeldurchmesser hat aktuell die Papierrolle?
- Wie stark schwingt die Papier/Folienbahn beim ab- oder aufwickeln?
Triangulationssensoren (Punktlaser) und 2D-Laserscanner ermöglichen eine berührungslose, materialunabhängige und präzise optische Dickenmessung zur Bestimmung des Wickeldurchmessers sowie Messungen zur Schwingung der Papierbahn bei niedriger und sehr hoher Laufgeschwindigkeit des Materials.
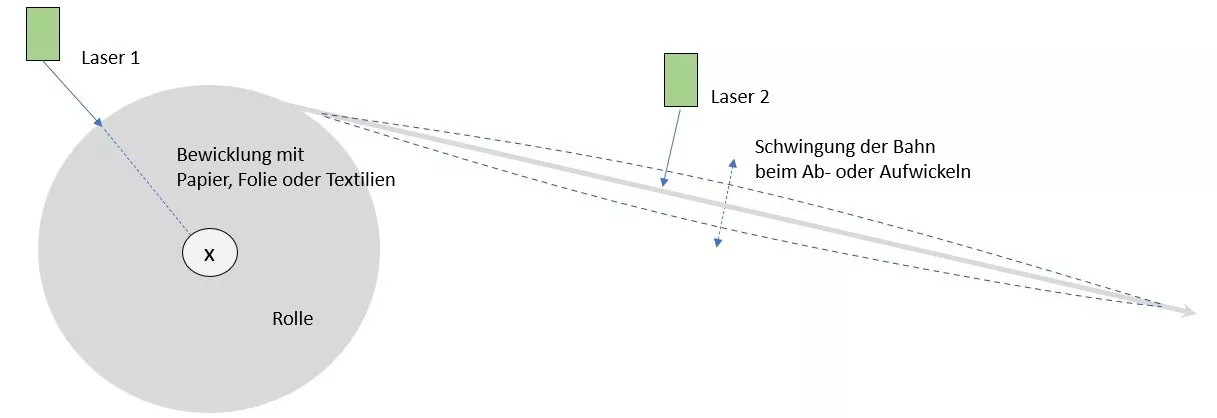
Die folgende Skizze zeigt in der Seitenansicht eine Rolle, auf die Papier, Folie oder Textilien aufgewickelt ist. Um den Fertigungsprozess zu steuern, ist die Kenntnis des Wickeldurchmessers erforderlich. Für einen sicheren und unterbrechungsfreien Fertigungsprozess, bei gleichzeitig größtmöglicher Prozessgeschwindigkeit ist die Überwachung der Schwingungsamplitude der Bahn beim auf- oder abwickeln zu beobachten. Bei Überschreitung von definierten Schwellwerten wird die Drehgeschwindigkeit reduziert oder eine Alarmmeldung generiert. Abhängig vom Prozess kann auch eine Notabschaltung bei Überschreitung kritischer Triggerschwellen erforderlich werden.
Geeignete Materialien:
- Grafisches Papier, Durchschreibepapier, Thermopapier, Filterpapier, Tapeten, Dekorpapier, …
- Rohpapier, gestrichenes Papier, ungestrichenes Papier, maschinenglatt, satiniert, …
- Karton, Pappe, Tissue-Papier, Hygienepapier, … (alle Flächengewichte und Grammaturen)
Geeignete Maschinen für den Einsatz von
Triangulationssensoren und 2D-Laserscanner:
- Rollenschneidmaschinen, Rollenschneider
- Wickelmaschinen, Umwickler
- Längsschneider
-
LanglebigVerschleißfrei, hohe Lebensdauer und geringe Wartungskosten
-
RobustGeeignet bei hohen Laufgeschwindigkeiten, großer Abstandstoleranzbereich
-
DigitalDigitalisierte Messung über gesamten Prozess (Rückverfolgbarkeit und 100%ige Dokumentation der Messergebnisse)
-
MaterialunabhängigWeitestgehend materialunabhängige Messung, keine Materialbeschädigung (Abriebspuren/Laufspuren)
Triangulationssensoren in der automatisierten Fertigung
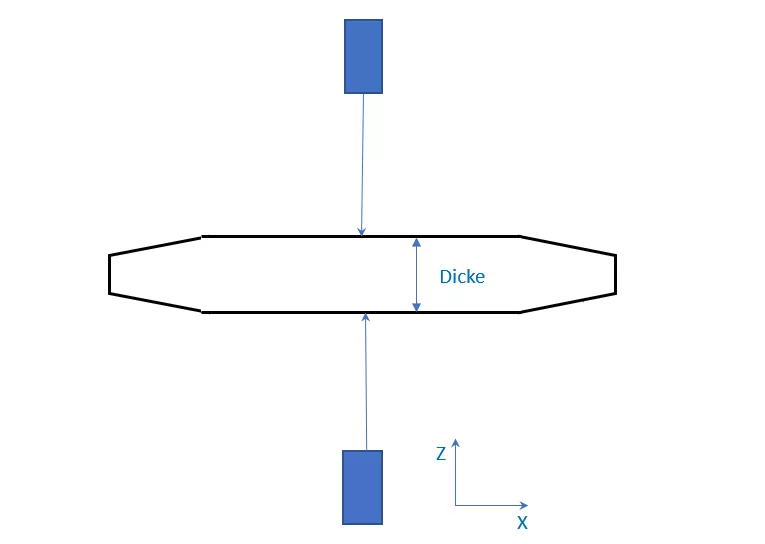
In der automatisierten Fertigung werden Triangulationssensoren (Punktlaser) u.a. zur Dickenmessung eines Bauteils wie beispielsweise Folien, Blechen oder Rohren eingesetzt. Dabei wird das Bauteil mit einem Roboter während des Fertigungsprozesses durch einen definierten Bereich zwischen zwei Lasersensoren bewegt. Die zu bestimmende Dicke des Messobjektes kann z.B. durch Kalkulation aus zwei Abstandmessungen (Laser 1 und Laser 2) bestimmt werden.
Die Messungen eignen sich für die Qualitätskontrolle - hier können Abweichungen sofort erkannt und Korrekturmaßnahmen eingeleitet werden. Weiter Einsatzgebiete sind die End-of-Line-Prüfung (finale Prüfung von Bauteilen nach der Herstellung, bevor sie verpackt oder weiterverarbeitet werden) sowie die automatisierte Montage und die Materialeinsatzoptimierung.
Geeignete Sensoren: FDRF600, FDRF602, FDRF603
Fertigungsübewachung in der Metallindustrie bei der Herstellung eines endlosen Bleches
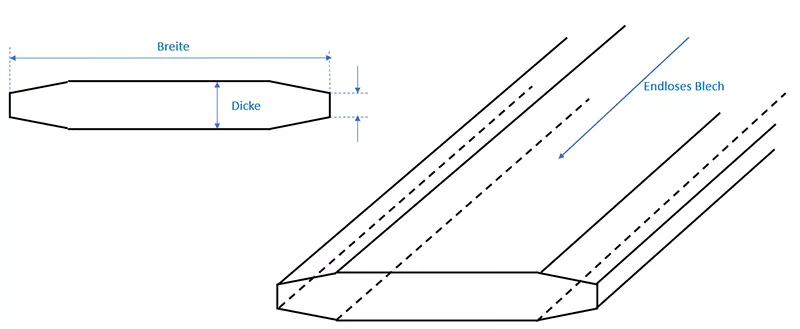
Messung mit Punktlaser
Zur Überwachung der geometrischen Abmessungen, wie z.B. Breite, Dicke, Schrägen etc. lassen sich Lasertriangulationssensoren nutzen. Punktlaser, wenn eine punktuelle, stichprobenmässige Überwachung der Dicke ausreicht oder 2D-Laserscanner wenn die komplette Breite oder Schrägen überwacht werden müssen.
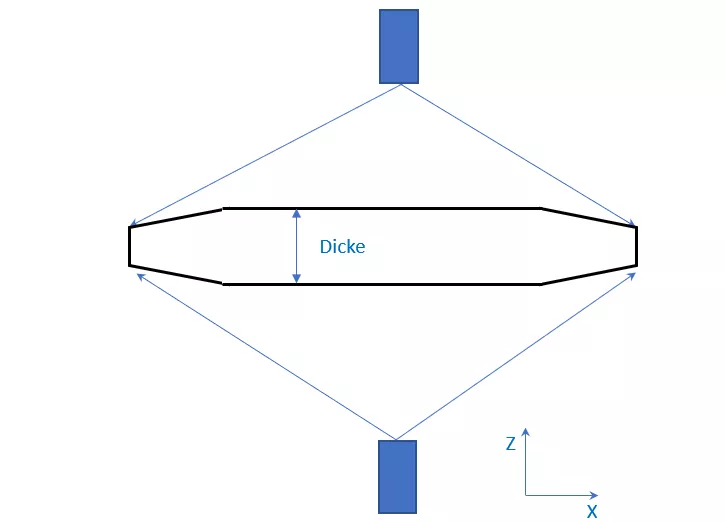
Messung mit 2D-Laserscannern
Überwachung der Geometrie über die komplette Breite mit zwei gegenüber angeordneten 2D-Laserscannern. Die Dicke wird über die komplette Breite aus der Differenz der Abstandsmessungen der gegenüberliegenden Lasern berechnet.
Geeigneter Sensor: FDRF627

So funktionieren Punktlaser
Unsere Triangulationssensoren arbeiten nach dem Prinzip der optischen Triangulation. Der Lichtstrahl wird vom Halbleiterlaser auf ein Objekt fokussiert. Der vom Objekt reflektierte, gestreute Lichtstrahl wird von der Eingangslinse auf eine CCD-/ CMOS-Zeile oder auf ein PSD-Element abgebildet. Dabei ist die Intensität des reflektierten Strahls abhängig von der Oberfläche des Messobjekts. Bewegt sich das Objekt, bewegt sich auch das Bild. Der eingebaute Signalprozessor berechnet den Abstand zum Objekt entsprechend der Lichtpunktbild-Position auf dem CMOS-Array.
Triangulations- bzw. Punktlaser-Sensoren lassen sich einfach anwenden und ausrichten, da der Laserpunkt am Messobjekt auch bei Tageslicht sichtbar ist. Das optische Prinzip erlaubt je nach Bauart Messabstände von mehr als einem Meter. Sie erfassen sowohl sehr kleine als auch große Messbereiche – je nach gewünschter Genauigkeit. Die Elektronik vieler Sensormodelle gleichen Schwankungen der Intensität des reflektierten Laserpunkts schnell aus.
So funktionieren 2D-Laserscanner
2D-Lasersensoren - auch Laserscanner genannt - tasten Oberflächen oder Körper mit einem Laserstrahl zeilen- oder rasterartig ab. So lässt sich ein zwei- oder dreidimensionales Bild von Objekten erzeugen. Laserscanner bestehen aus einem Scankopf sowie einer Treiber- und einer Ansteuerelektronik. Der ausgesandte Laserstrahl wird vom Messobjekt reflektiert und von der Empfangsoptik aufgenommen. Dabei wird der Strahl über einen rotierenden Umlenkspiegel abgelenkt und das empfangene Laserlicht entsprechend ausgewertet.
2D-Laserscanner werden häufig für die mehrdimensionale Qualitätskontrolle eingesetzt, beispielsweise bei der Profil- oder Konturenmessung. Der klassische Laser arbeitet mit rotem Lasersicht. Es gibt jedoch auch blaue Laser. Diese eignet sich beispielsweise für hochtemperaturbeständige, gespiegelte und semitransparente Objekte.

Haben Sie Fragen zu Laserpositionssensoren?
Wir sind für Sie da!sa